Cosul de cumparaturi
Nu mai sunt produse in cosul tau


{kind=link}
{kind=link}
{kind=link}
{kind=link}


Panze pentru fierastraie cu banda
Panza pentru fierastrau cu banda M42 Bi-Metal 2080 x 19,0 x 0,90 mm - 10/14 TPI
Pret la cerere
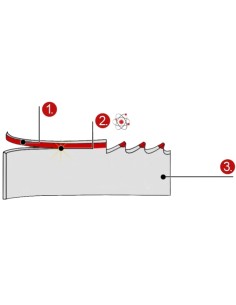
O structura Bi-metalica solida cu dinti M42 caliti si otel de instrumente rezistent la oboseala. Aceste panze/benzi pentru fierastrau sunt folosite pe masini de productie medie si grea pentru a taia materiale solide si structuri cu pereti grosi. Permite prelucrarea materialelor dificil de taiat, precum otelul inoxidabil, Inconel si Monel. Dintii cu pas variabil pot gestiona o varietate mai mare de dimensiuni ale sectiunii transversale. Rezistenta mare la uzura si caldura.
Alegerea dintilor este factorul crucial in ceea ce priveste eficienta si costul taierii. Cand doriti sa taiati un material, este esential sa selectati o lama cu un numar potrivit de dinti pe inch (TPI) pentru materialul de taiat. Dimensiunea si forma materialului vor influenta, de asemenea, selectia dintilor. Latimea de taiere reprezinta distanta pe care fiecare dinte trebuie sa o parcurga de la punctul in care patrunde in piesa de prelucrat pana la iesirea din aceasta. Forma piesei de prelucrat este determinata de utilizarea unui fierastrau cu banda cu o lama proiectata pentru utilizare verticala sau orizontala.
Productivitate ridicata - costuri reduse
Pentru a obtine viteze optime de taiere, se recomanda incarcarea de pachete de material mai mici decat capacitatea nominala a masinii. Incarcarea unor pachete de dimensiuni mai mari poate duce la o taiere ineficienta si poate creste durata de munca. O regula buna de urmat este sa incarcati aproximativ jumatate din capacitatea maxima, daca este posibil. Acest lucru poate fi realizat prin utilizarea de adaptoare sau prin incarcarea unei parti din material prin partea din spate a menghinei, continuand sa incarcati materialul prin partea din fata, ca de obicei.
Folosind banda potrivita, puteti taia atat metale feroase, cat si neferoase. Viteza panzei poate fi modificata prin deplasarea curelei de transmisie in jos la o viteza mai mare. Lungimea lamei este aleasa prin masurarea lungimii de taiere, scazand 1/2" pentru fiecare parte a invelisului piesei de prelucrat (material izolator) din jurul acesteia si asigurandu-se apoi ca adancimea de taiere necesara poate fi obtinuta inainte de atingerea acestei dimensiuni.
Procedura sugerata
Pret la cerere


Pret la cerere




Pret la cerere


Pret la cerere














Pret la cerere





Pret la cerere


